




生物行业灌装后段包装及运送过程中机械手及AGV技术应用
时间:2024-01-10 09:25:34 来源:爱游戏电竞app 点击:次
本文结合诺维信公司开展的灌装线后段包装及运输自动化项目,对由标签检测系统、码垛机械手系统、AGV及其服务器等组成的包装及运输系统来进行了全面介绍,可使我们深入生物行业灌装后段包装及运送过程中机械手及AGV技术的实际应用情况。
诺维信公司是生物解决方案领域的全球先导者,其灌装线对于连续生产要求比较高,由于是整条生产线的最后一个车间,而且是24小时连续灌装,要求设备能稳定、准时地完成生产任务,否则会造成前序生产线的堆积,并收到不能准时交付客户的投诉。连续生产需要操作人员倒班,设备不能停机。然而,夜班生产面临一系列困境问题,例如:对于操作员工来说,夜班生产很难,夜间人体的体能下降,更容易疲劳;随着员工年龄增长,已越来越不适应夜班生产。并且,年轻一代不愿意进工厂,认为工厂的工作强度大、束缚度高,对于工厂工作兴趣下降,转向时间自主的自由职业,企业普遍面临招工难、用工难的问题。
随着机器人和AGV技术的成熟及其在各个行业的成功应用,诺维信公司管理层对于引入应用自动化设备的信心逐渐增强;经过工程经济学方面的核算,人力成本节省远大于设备的投资所需成本,也能够很好的满足公司要求。此外,由于国外工厂招工难、用工难的情况更加严峻,公司非常支持自动化改造项目,希望这些项目可以在国内实施成功后逐步推广到国外工厂。基于以上几点,诺维信公司决定实施灌装线后段包装及运输自动化项目。
包装及运输系统主要由标签检测系统、产品理料系统、码垛机械手系统、托盘拆垛机、满托盘输送系统、全自动缠膜机、卷帘门控制管理系统、AGV及其服务器、电控系统等组成,见图1。
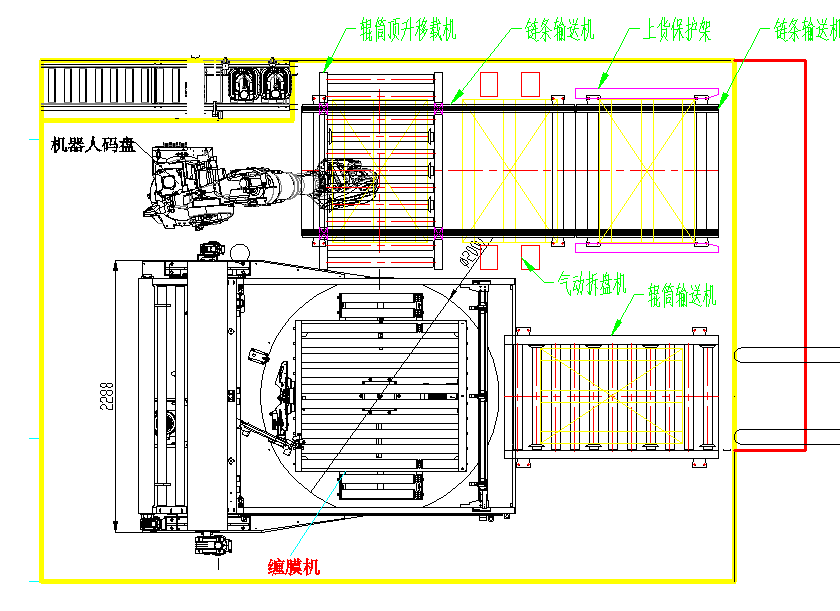
空桶通过人工放置到传送线上。由于需要检测空桶内部的同桶颜色杂质,只能人工检测。由贴标机将标签自动贴到空桶上面。灌装由全自动灌装设备实现,灌装后的桶通过相机视觉检测系统,检测标签打印的内容以及标签是否完整。合格的产品会继续留在生产线上,不合格的产品会被剔除出生产线.产品理料系统
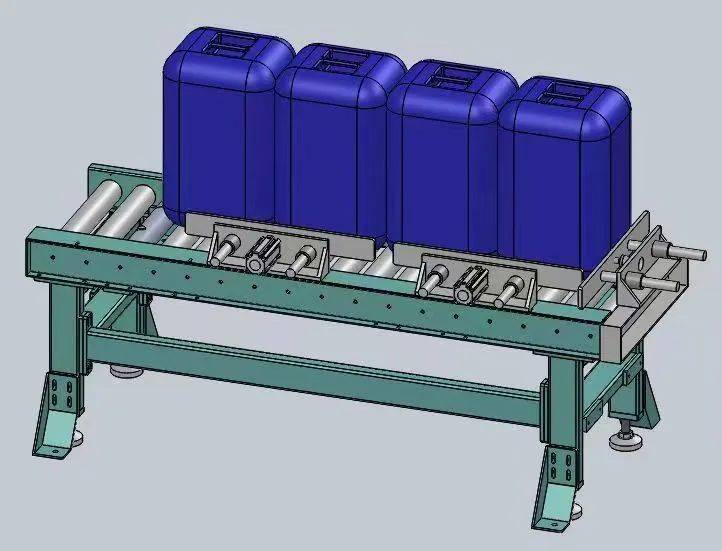
在产品到达指定位置后,通过传感器检验测试到产品在对应位置上以后,由理料机构来固定产品的位置,方便机械手准确抓到产品的抓手。见图2。
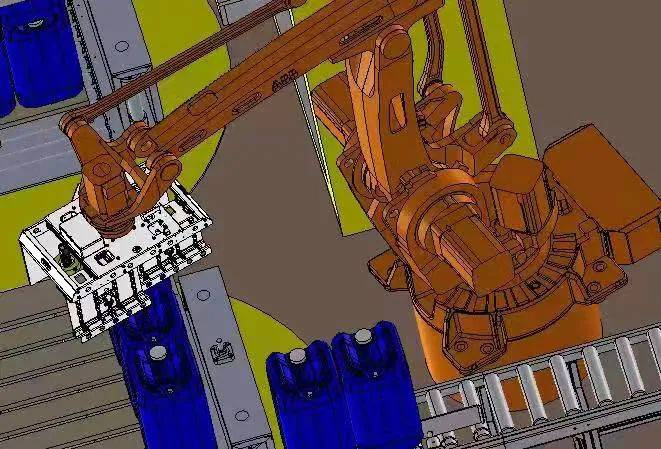
码垛机械手系统的任务是抓取产品并放到托盘上,采用6轴机械手完成抓放动作。机械手采用定制化夹爪,依照产品的外形去拟合夹爪。机械手采用适应两种产品的柔性设计,更换第二种产品不用更换夹爪,只需要程序调整就能够实现产品更换。同时,对于不同的摆放形式要求,通过选择程序能实现。见图3。
采用托盘拆垛机完成木托盘的拆垛。由于木托盘生产精度不高,会出现托盘厚度和长度偏差较大的情况。通过增加传感器,使得托盘拆垛机能够适应托盘尺寸,同时从图纸上规范托盘尺寸的公差范围,保持托盘的一致性。
在机械手将所有产品码好后,由输送系统将托盘输送到缠膜机上,在缠膜机完成缠膜以后将产品输送出去。
采用侧膜和顶膜自动覆膜的缠膜机,人工只需要上膜,在膜用完以后设备会报警。同时膜具有拉伸功能,与之前的人工缠膜比较,节省了膜的消耗量。见图4。


产品灌装车间的灌装线及包装线都需要满足食品级要求,生产过程中卷帘门需要关闭,所以使用了卷帘门控制系统,用卷帘门远程和AGV服务器对接,实现对卷帘门的控制。
AGV采用激光导航方式,与传统的地磁、二维码相比,安装维护更方便,见图5。AGV通过无线网络,实现空托盘垛的自动上料,产品自动下线,产品自动运送到存储区域,完成二层堆码。AGV服务器给AGV下发任务信息,读取AGV运行状态,同时服务器与卷帘门、输送线.电控系统
电控系统采用西门子公司的PLC产品,包括IO模块、变频器、缠膜机控制系统、触摸屏等,通过触摸屏实现人机交互。
从灌装线出来的成品,自动放置到空托盘上,并形成自动缠膜、自动拆垛、自动运输到存储区的一套完整自动包装及运输系统。工艺流程,如图6所示。

系统在初始状态时,由操作人员将整垛托盘(共10个木托盘),经过托盘垛整形机构将整垛托盘码齐,然后放置到空托盘上料区域。其中,整垛空托盘的位置采用物理定位。
系统中检测到空托盘垛为空时,呼叫AGV上料。AGV从空托盘位上料到系统中。AGV会与卷帘门配合,给卷帘门开门命令。AGV会给出完成命令,卷帘门关闭,系统会将空托盘垛移动到拆垛位置。空托盘垛设计了等待位置,在等待位置为空时就会给AGV上料命令,保证了系统的整体节拍。
由专门的拆垛机实现最下端托盘的拆垛。最多能轻松实现一次拆10个托盘。分为拆垛位置和等待拆垛共2个位置。一次可以上20个托盘,保证设备连续使用。
产品由灌装完成后,经过标签检测系统,将不合格的产品剔除出生产线,合格的产品继续流出到生产线.机器人码放
由传感器识别到产品已经到位,经过产品位置整理机构,将产品的位置固定。机器人使用定制的夹爪将产品放置到空托盘上面。其中,码放的位置由机器人系统预设。操作员在触摸屏上会选择产品的类型、摆放顺序。系统会依据这一些选择作出判断。
产品下线后,呼叫AGV取货,AGV接收到命令后给卷帘门开门命令,AGV取到货物后将货物放置到货物存储区。其中货物需要二层码放,AGV会根据系统中的数据要求来自动选择摆放位置。
该自动包装及运输系统于2022年10月开始正式投入实际生产。目前,该系统实现了包装线后段的自动化包装及运送,生产速度满足灌装线的灌装节奏,以及未来产品升级后的速度要求。生产线 生产线结束语
整体来说,该自动包装及运输系统主要是由机械手完成自动码垛,AGV完成自动上空托盘,并将产品自动运送到货物存放区。利用诺维信公司现有的无线网络结构和现有的空间完成修改,使公司的自动化水平得到提升。

